
2014.02.26
泉橋酒造 神奈川県海老名市
[酒蔵訪問]

生酛仕込 黒とんぼ 純米酒
原材料 米(国産)米麹(国産米)
精米歩合 65%
アルコール分 16度
日本酒度 +13
酸度 2.1
醸造元 泉橋酒造株式会社
神奈川県海老名市下今泉5-5-1
製造年月 2013.04
蔵出年月 2015.06



夏の田んぼからのメッセージ〜ヤゴは約13回の脱皮を繰り返し、羽化します〜
夏ヤゴ13(THIRTEEN) 生もと・純米酒
原材料 米(国産)・米麹(国産米)
使用米 海老名産山田錦
精米歩合 70%
アルコール分 13度
日本酒度 +5
酸度 1.7
製造年月 2015.03
蔵出年月 2015.06
醸造元 泉橋酒造株式会社
神奈川県海老名市下今泉5-5-1


夏ヤゴ 純米生原酒
原材料 米(国産)・米麹(国産米)
アルコール分 18度
使用米 海老名産山田錦
精米歩合 65%
日本酒度 +9
酸度 1.9
醸造年度 平成26年度産
醸造元 泉橋酒造株式会社
神奈川県海老名市下今泉5-5-1
製造年月 2015.06


夏ヤゴ 山廃・純米生原酒
原材料 米(国産)・米麹(国産米)
アルコール分 18度
使用米 自社田・自社栽培 雄町
精米歩合 65%
日本酒度 +8
酸度 2.0
醸造年度 平成26年度産
醸造元 泉橋酒造株式会社
神奈川県海老名市下今泉5-5-1
製造年月 2015.06
「軽快、爽快、生原酒」


純米梅酒 山田十郎
リキュール
原材料 日本酒、生梅、氷砂糖
アルコール 12度
製造年月 2015.06
蔵出年月 2015.06
小田急線「新宿」駅から急行で48分で到着する「海老名」駅。
そこから車で5分。
そんな、都内への通勤圏内の場所に、酒蔵さんがあることをご存知でしょうか。
季節のお酒「とんぼラベル」や、

出典:泉橋酒造株式会社HP
冬は可愛らしい「雪だるま」ラベルでもお馴染みの、

出典:泉橋酒造株式会社HP
泉橋酒造さんを訪問しました!!

-----
泉橋酒造さんは、酒造りのお米は近隣の海老名市、
座間市、相模原市でとれたものを使用、しかも一部は泉橋酒造さん自らが栽培しています。

蔵の裏手にある自社栽培の田んぼ。今は冬で稲作は行われていません。
「栽培醸造蔵」と自らを名乗り、酒米作りからお酒の醸造まで責任を持って行っている酒蔵さんです。
お酒の原料はお米。
せっかくお酒を作るのなら、地元の大地の恵みを受けて育った信頼できる米を使いたい、そう考える
蔵元・橋場友一さん(6代目)がこの約15年の間に方針を固めてこだわり抜いてこられました。
そして現在、造られているお酒は純米酒のみ。
-----
さて、そんな泉橋酒造さんの蔵の中を、副杜氏の寺田さんにご案内いただきます。
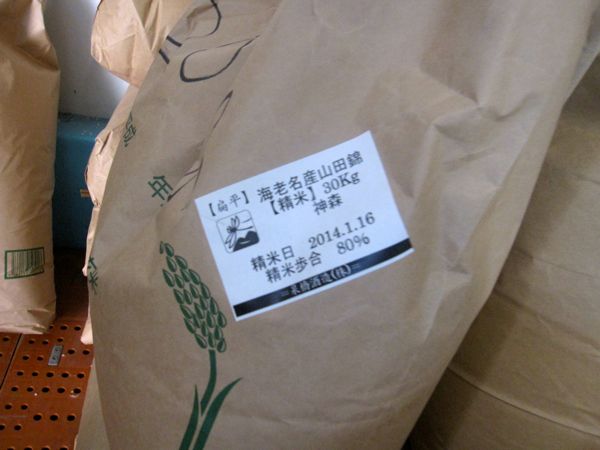
まず蔵の中に入って目に入るのがお米の袋の山、山、山。
これらは、前述の通り、近隣の農家さんもしくは泉橋さん自らが栽培したお米ばかりです。

一袋ごとに、生産者の方のお名前が入っています。
こちらの海老名産山田錦は、神森さんという方が作られたようです。
お酒造りの行程も手作りにこだわっておられます。
お酒を蒸す前に、洗米といって、お米を洗う作業では麹米はこちらの竹で出来たざるで洗うそう。

こちら、千葉県成田で作られたざるで、しなりが良く使いやすいのだそうです。
-----
麹室へ入れていただきます。

部屋の真ん中に、でーんとお布団に包まれて誰かが眠っているよう・・・

説明してくださる寺田さん。イケメンです!
これは、蒸したお米に麹菌をふりかけた後、しっかりと麹菌がお米に浸透するようにと、お布団にくるんで寝かす作業。
酒蔵さんの麹室ではよく見られる光景なのですが。。
暖かい麹室の中で、このふかふかのお布団で眠っているようなこの姿って、、何度見ても「ふ・・かわいい・・・」と
ほくそ笑んでしまうのは私だけでしょうか。
-----
更に一日たったこのお米(麹米)は、小さな箱に区分けされて乾燥させます。
蓋麹で、こちらも手間ひまかかる丁寧な手作業です。

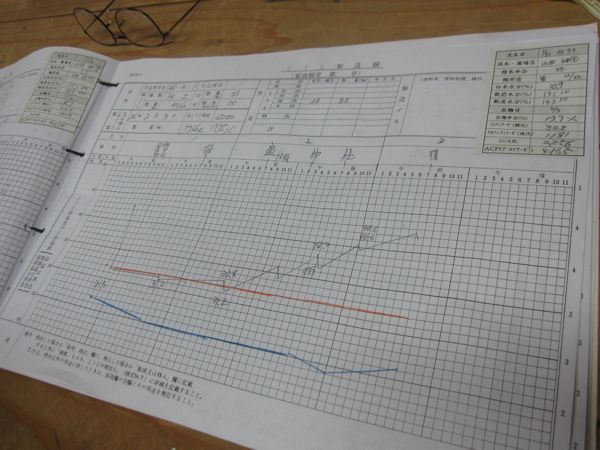
麹の状況も、細かく毎日の温度状況などの記録が手でとられています。
いわゆる経験者の勘、ではなく、2年程前から水分や酵素の値も数値に落として分析をしながら
造りを進めてているのだそうです。
とにかく、丁寧に愛情を持って良いお酒を造ろうという
蔵人さん達の想いが伝わってきます。
-----
こちらは、ただ今22日目という生酛(きもと)の仕込みタンク。
どっしりとした味わいが特徴の生酛ですが、仕込みの泡立ちの時点でもなんだか
とろりとしていそうな印象。


少量すくって、飲ませていただきました。
ふむ。。大人のヨールグルトのような、舌にぴりりっとくる酸が特徴的ですがお米らしい旨味も
感じられます。ごちそうさまです!

-----
一通りの酒蔵内部を見学させていただいた後、6代目蔵元・橋場友一さんよりお話を伺いました。
(お話に聞き入りすぎて、写真を撮りそびれてしまいました。。)
橋場さんが自社での純米造りや地域のお米を使用することにシフトし始めたのは、1995年。
これは、橋場さんご自身が別の環境でのお仕事を辞めて、実家の蔵元に戻った年なのだそうです。
何故その方針にされたのですかと伺ったところ、意外な回答が。
「今思うと、『夏子の酒』の影響だったのかなぁと(笑)」
とのこと!
確かに『夏子の酒』も、自分で龍錦というお米を耕して
お酒を造るというお話(ものすごく端折ってますが・・・)。
ちなみに、『夏子の酒』って何?という方は
こちら(↓)をどうぞ♪
http://ja.wikipedia.org/wiki/夏子の酒
『夏子の酒』を地でいく橋場さんはその後、
1997年より地元の農家との米作りを進められ、
1999年に地元の山田錦でのお酒造りに突入。
2000年より「酒造りは米作りから」をモットーに
積極的に純米酒のみの酒造りを行っています。

地元の方々と共に行う「田植え会」も今年で18年目。 出典:泉橋酒造株式会社HP
お米が原料の日本酒。
日本酒造りには、その土地の良いお水が欠かせないと言います。
なのに、なぜ、お米は地元のお米を使わないのか?
というシンプルな問い。
そしてお米の素晴らしさをそのままお酒として絞り出す純米造り。
いつかこういった考えが"当たり前"になって欲しいと
橋場さんはキラキラした笑顔でおっしゃっていました。
-----
もちろん、酢飯屋で入荷しないはずがありません。
絞りたてのとんぼラベルの新酒を、泉橋酒造さんより
直送で入荷いたしました!

3月の月替わりメニューとしてご披露いたしますので
愛情とこだわりを持って造られたお酒を是非お試しください!
-----
[今回訪問した蔵元]
泉橋酒造株式会社
〒243-0435 神奈川県海老名市下今泉5−5−1
TEL.046-231-1338 FAX.046-233-1452
http://izumibashi.com
訪問日:2014年2月6日